中(zhōng)江(jiāng)機電科技江蘇有限公司
蘇邁特智能科技江蘇有限公司
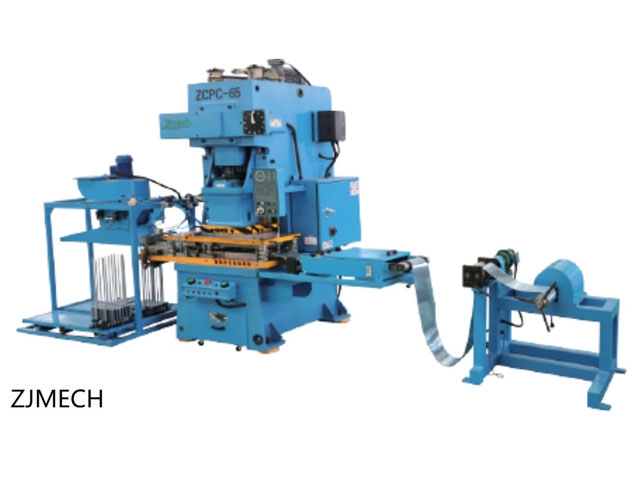
公(gōng)司主營(yíng)產品(pǐn):開式、閉式高速翅片衝(chōng)壓生產線,盤(pán)管校直切割(gē)機等
服(fú)務谘詢熱線
151-5131-3887
183-2132-3903
中(zhōng)江(jiāng)機電科技江蘇有限公司
蘇邁特智能科技江蘇有限公司
公(gōng)司主營(yíng)產品(pǐn):開式、閉式高速翅片衝(chōng)壓生產線,盤(pán)管校直切割(gē)機等
服(fú)務谘詢熱線
151-5131-3887
183-2132-3903

電 話(huà):0513-88320190
手 機:15151313887
郵 箱(xiāng):sale@zjmech-china.com
地 址(zhǐ):江蘇省南通市海安國家級開發區
網 址:www.gdyongchang.com

本設備用戶盤管管端的全自動燒焊、密封(fēng);
采用不鏽鋼板下裝雙(shuāng)排滾(gǔn)子鏈形式的輸送帶,變頻調速,行走(zǒu)平穩,調速方便;
助(zhù)焊氣體由氮氣帶出,進行保護,燃(rán)燒結束(shù)用氮氣吹淨,防止堵塞;
焊接區銅管、鋁泊用壓縮空氣冷卻。滑行護欄、焊槍用水冷卻;
多排燒焊槍可整體電動升降,又可分別用(yòng)手輪作上、下,前、後和角度調整;
在燃氣(qì)和助燃氣入口(kǒu)設有欠壓保護。氮氣、冷卻水入口(kǒu)設有欠(qiàn)壓指示;
火焰自動點火;
燃燒(shāo)焊嘴配置:四排(pái)(左右各二(èr)排)二個混合器,二排預熱,二排焊接(有助焊劑保護)。
| 項目 | 規格(gé) | |||
| 標(biāo)準型 | 加高I型 | 加高Ⅱ型 | 特高型 | |
| 工件高度mm | 200-1200 | 300-1600 | 300-2000 | 600-2500 |
| 工件排數 | 1-4 | |||
| 燃燒氣體 | 助燃氣為氧氣或壓縮(suō)空氣,燃氣(qì)為液(yè)化石油氣或天然(rán)氣 | |||
| 輸送帶長度mm | 標準型8400,其餘可定製 | |||
| 輸送(sòng)帶高度mm | 600 | 400 | ||
| 工作效率S mm/min | 600-6000變頻調速 | |||
| 係統壓力MPa | 液化氣或(huò)天然氣 | 瓶裝0.15-0.25,管道≥0.08 | ||
| 氧氣 | 0.4-1 | |||
| 壓縮空氣 | 0.5-1 | |||
| 氮氣 | 0.4-0.6 | |||
| 自(zì)來水 | 0.3-0.4 | |||
| 總(zǒng)功率KW | 1.3(金屬轉子流量計(jì)機型) | 1.6(質量流控(kòng)製器機型(xíng)) | ||
| 電源(yuán) | AC380V,50HZ,3 相 5 線(xiàn)製 | |||